
Biogas facilities
Our biogas facilities enable new/potential users of anaerobic digestion (AD) and biohydrogen to characterise their feedstock to establish its suitability for production of high gas yields.

The Buchi Kilo Suite (ATEX Rated 65 L vessel) pilot scale glass reactor suite has a 65 L capacity, capable of operating under various modes including reaction, distillation, crystallisation and extraction.
Located in a zoned, mechanically vented area the system can be operated safely using solvents with an autoignition temperature of below 200 °C (T3). The 65 L jacketed vessel has a temperature range of -30 °C to 200°C controlled by a heater chiller unit. A variety of process data from the Buchi suite is automatically collected via the control systems, monitoring a variety of temperatures from various PT 100 probes (oil inlet/outlet, process temp, condenser inlet/outlet temperature, vapour temperature).
Azeotropic distillation can be accomplished separating both phases using the reflux divider. Distillation either through the packed column or vapour duct allows the separation of complex mixtures of compounds or bulk solvent removal that can easily mimicked on a larger scale.
Low-temperature crystallisation can be accomplished with the control from the heater chiller unit and can be operated at -30 °C.
Technical specification, for further details please visit the Buchi website.
Our biogas facilities enable new/potential users of anaerobic digestion (AD) and biohydrogen to characterise their feedstock to establish its suitability for production of high gas yields.

Used for purification and separation of complex organic mixtures.

We have several bioreactor systems, which allow the development and scale up of fermentation processes from 500 mL to 30 L.

Our Guedu filter drier is used for separating solids and liquids from each other, before drying the products.

Gas chromatography (GC) is a flexible technique that allows separation and quantification of chemical substances found within a complex mixture.

The Buchi Kilo Suite (ATEX Rated 65 L vessel) pilot scale glass reactor suite has a 65 L capacity, capable of operating under various modes including reaction, distillation, crystallisation and extraction.

Our pyrolysis microwave allows heating up organic materials in the absence of oxygen (pyrolysis) for a wide range of industrial applications such as energy and chemicals production.

The RoboQbo 15-4 is a Universal Process Machine capable of processing high solid loading slurries upto 30% w/w (dependent on feedstock).
Our microbiology laboratory offers a range of equipment allowing users to safely handle, store and work with a variety of aerobic and anaerobic microbes, at ACDP hazard category II level.
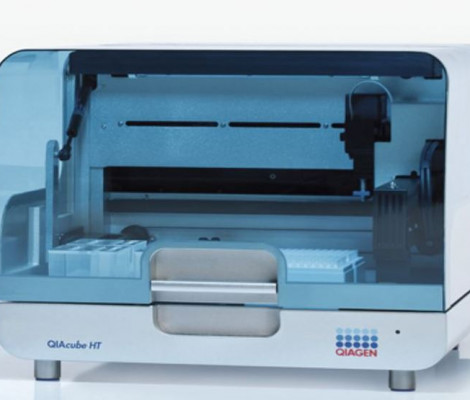
Qiagen QIAcube HT is an instrument for an automated mid- to high-throughput nucleic acid purification in 96-well format using silica membrane technology.
Our supercritical fluid extraction system at can extract chemical compounds from biomass materials.
We have several ways to work with us, including business advisory programmes and self-funded commercial options. We even have the option for you to hire our state-of-the-art laboratory equipment and office space.
